在我們生活中常常遇到各式各樣的東西裂開、破掉之類的狀況,就像我之前維修過的時鐘一樣,許多人遇上塑膠鎖耳斷掉幾乎都是直接把東西丟了。丟掉也在所難免,因為有些塑膠零件用強力膠固定之後,過沒多久又會再次裂開,而這時候我們就可以結合3D列印,去補強原有破損、斷裂的部分,讓它起死回生。
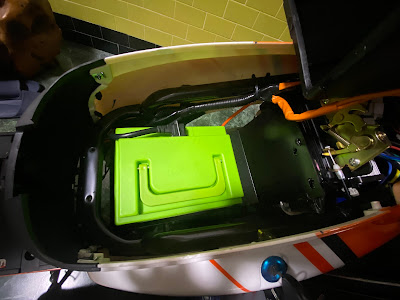
以下面這張圖的例子來說,它是一個工廠控制面板蓋子的鎖扣,因為長期過度用力去扳動的關係,讓它內部四角形的內圈都裂開了,導致怎麼轉都會滑脫沒辦法帶動內部那個金屬的四角形結構。

之前我一定會使用快乾黏一黏然後就繼續回去使用,但問題在於這個旋鈕本身設計的問題(也可以說同事太粗暴),在塑膠的內四角部分並沒有做的太厚,所以以我的經驗來說,快乾怎麼黏都很難比起原有的塑膠射出來的強,所以就算黏回去好了,再次裂開只是遲早的事情。
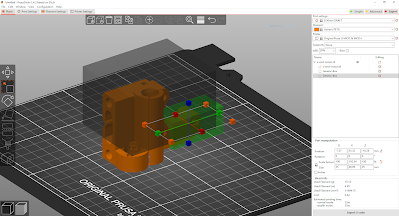
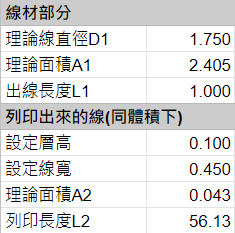
因此,我使用了3D印表機並使用PETG的線材,列印了一個圓圈套環(花不到十分鐘),並且再
把裂開的塑膠以快乾黏回去後套在上面,並且在上一圈快乾作為補強。如此一來在旋鈕旋轉的過程中,那個套環可以確保足夠的向內支撐力,使的這個塑膠零件不會再次裂開。

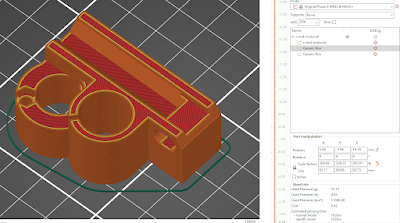
確實我也使用實物測繪,繪製了一個旋鈕並列印出來(這是我的方案B),但問題是3D列印的東西真的很難比原有的好看,光固化的話強度不足(強的光固化材料又很貴XD),所以我覺得塑膠零件若有破裂或斷掉的情況,我多半會選擇原有的零件進行修復為優先選擇。

這讓我想到我在2016年4月20維修的塑膠盒子,這就很類似於這樣的道理,這種塑膠盒如果要印的跟原本的一樣漂亮的話,多半要使用到工業用的光固化機台(2016年家庭用的光固化好像也還不普及.....),因此我也是簡單的印了一個L型零件,作為塑膠卡扣的補強,也是一樣只花了少少的零件與時間就維修好了。

很多時候東西壞掉真的不用想要"整個重新製作",試著用一些方法把原有的東西黏貼與固定,總會找到辦法的(如果是被車輾碎另當別論)。這讓我想到我在工地現場上班時,聽到老師傅說的一句話至今仍言猶在耳,他說:「沒有沒有辦法的啦」,我想這就是學徒跟老師傅最大的差異吧,在他們眼裡彷彿甚麼事情都有辦法解決,我想這就是所謂經驗、智慧、技術的累積吧。