

品質好不好? 反正不就能從噴頭擠出線出來就好嗎?其實事實上線材的品質對於作品的影響非同小可。(若是不重要的話,Prusa的創辦人沒必要花大把銀子去創建自己的線材製造工廠,只為了把直徑公差從常見的±0.05 mm降到±0.02 mm的精度)。而在Filament Tolerances對於這篇文章中,對於線徑的誤差有做一些探討,說明了線徑公差對於列印作品外觀的影響。

每一個Prusament在出廠的盒子上都會有一組QR code可以掃描,它會秀出如本文開頭的照片那樣的數據,顯示這個線材在製造的過程中的直徑測量曲線圖,不像有些廉價的線材用游標卡尺量出來1.75mm的照片,就號稱自己高精度(壞掉的時鐘,一天也會對兩次)。
Prusament在線材製造的過程中,每秒採樣4700次進行直徑的紀錄並出曲線紀錄圖,並且還有直徑的標準差可以依循,並將其標準控制在±0.02 mm以內,我認為這才是真正的線材品管,而不是拿個游標就說自己的線有多準,整卷都要這麼準才是真的。(最誇張的是±0.02mm是他們的品管"極限",我拿到的這捲材料上下限是±0.009mm,相當於一條以內.....)
說了這麼多,線材的直徑到底對列印出來的東西有啥影響?在Does 0.02mm Tolerance Make a Difference?這部影片中透過簡單的計算,解釋了直徑造成的結果,而我這邊想透過自己用Google試算表所計算的差異來解釋。

首先我們知道從擠出機出多少線,勢必就會轉換為印出來的線(質量不滅),在這裡的計算我忽略線材本身的收縮率、含水率、機器移動或擠出機的誤差,就把變因控制在材料的線徑公差對於線寬的影響就好。
而根據使用的線材=擠出到床台上的線材,我必須先計算擠出在床台上的截面理論面積,才能再繼續進行計算,理論面積的公式如下(A2):
透過這個公式,我去計算出當使用了1mm的線材時,以0.1mm層高及線寬0.45mm的情況下,會印出約56.13mm的線在床台上。
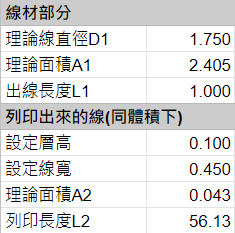
有了這些參數之後,我就可以推算出不同線徑下,所印出來的"理論線寬"為何(當然實際上影響線寬的因素還很多)。而從下面公式可以看到,層高是固定的,而出線長度換算列印長度也是在切片時,就被gcode計算好的,因此下面公式中線寬(W)的變因就是線直徑(D1)的影響。(出線長度L1/L2的比值在相同層高下是固定的)
(我數學不是很好,所以有計算錯誤可能還麻煩請指教一下)
(我數學不是很好,所以有計算錯誤可能還麻煩請指教一下)

透過上面的公式,我建立了下面這一張表格。可以看到在不同的線徑公差下所造成的線寬誤差。可以看到大致是呈現線性變化的,隨著公差越精準,誤差的寬度越小。

※補充:上述公式中,其實應該還要有一項擠出補償係數Extrusion multiplier(PrusaSlicer)或flow(Cura),目的是在微調列印的線寬校準,這個之後再另闢文章講解。
不要小看那線寬0.0x的差異,我就曾經看過有人改裝線性滑軌、用千分錶調整床台,希望讓3D印表機調整到如CNC那般的精準(我個人是覺得矯枉過正了),然而他卻用著不知名的PLA再進行機器的校準。在不精準的線材上印多少校準塊,永遠都會有著那樣的偏差。
而且你可能會認為我並非做工程零件,不需要很精準的尺度。但是線寬不一致的結果,也會導致你的外觀看起來層紋更加明顯(因為線寬不一致)。
品質不良的材料不只直徑公差不佳,就連內部的成分可能也有許多雜質。廉價的線材可能使用較差的原料進行抽線,在列印時間一長之後,線材內不可融或一些雜質會卡在整個喉管區域,導致列印越來越不順暢甚至導致堵頭,同時也會導致列印出來的作品可能一下冒泡、出現表面豆粒、焦痕等等問題。
最後大家不訪看看這則影片Prusa Factory Tour!,在4:00時介紹Prusa工廠的抽線部門,就可以看到其製造的嚴謹程度了。一分錢一分貨,別花了大把銀子購買機器,又花了許多時間調整機器,卻因為用了不好的線材讓自己的一切努力形同虛設。
沒有留言:
張貼留言