在淺談光固化的像素紋與階梯紋問題以及解決方案(The Staircase Effect)這篇文章中我有提到,當列印時每一個組成的"方塊"之間的尖端間距更長,其紋路會更加明顯。這句話的意思聽起來或許有些模糊與繞口,但我們可以從Chitubox的切片軟體中看出端倪,並把這個問題更清楚的解釋一下。
在光固化的切片軟體中(這邊說LCD形式的),當把stl/obj檔案丟進去並架好支撐切片後,會產生一個ctb格式的檔案供光固化印表機使用(每台機器未必相同,但目前大部分都是ctb),當我們把這個檔案丟到Chitubox再次打開時,可以看到由一格一格組成的3D模型,這其實就是由層高及LCD的像素單位所組成的立體模型,也是實際在機器上層層曝光的圖形。

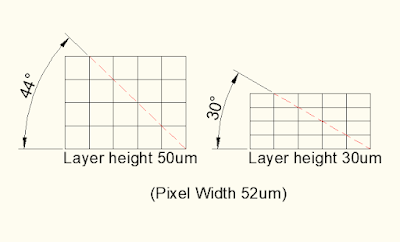
在淺談光固化的像素紋的文章中我們可以看到,實際列印出來的測試模型,在45度的部分還是有階梯紋的產生,而43.88度卻幾乎看不到,其實這跟像素的跳格有關(跳格算是我自己想到的用詞)。因為在實務上當一個STL檔案要轉成由一個一個方塊組成的3D列印檔時,就一定會有階梯效應的產生(staircase effect),這絕對是無可避免的事情。我們從小畫家可以看出這個效應,當垂直與平行的時候不會有任何跳格的現象產生(那是當然),而45度時像素的尖端對角線也最多是一格,所以在線的邊緣也不會有很明顯的階梯紋,然而在極陡峭的直線時,因為往往會好幾格才一個像素移動,使得對角線拉長,在視覺上也變得更明顯,這就是我們要避免的重要原因。

當旋轉角為43.88度時(這邊以Phrozen Mighty 4k並使用0.05mm的列印層高為例),其模型的平面沿著方塊格的邊角對齊,所以在切片後它不會有明顯的跳格的現象產生。但是當旋轉角為45度時,每過幾格之後就會有跳格的現象產生(跨越兩格以上等等),跳格的這個問題在越陡峭的角度會越明顯,當跳格之間的對角連線越長,在視覺上會越明顯。所以才會常常聽到有人說45度、30度、60度之類的擺放角度(不然就是平放或垂直),因為這幾個角度的確在跳格上是相對少一些,但仍然還是會有。

那麼實務上應該怎麼做呢,首先最大的要素就是讓切片後的平面,在組成的方塊有最小的對角連線,這樣在旋轉上我們有許多要注意的事情,大致步驟如下。首先以我先前列印的槍枝檔板為例,我先利用赤兔中按面平展的功能,把我最在意以及最想彰顯出來的平面,讓它跟LCD平面平行。

然後從下圖中我們會發現到,我們後續需要旋轉的旋轉軸是一個很奇怪的角度(這要視你的模型而定),這時候你只要把Z軸轉360度,它那個角度就會歸零,這樣後續輸入最佳旋轉角就比較不會搞混。

接著如下圖,在X、Y單一軸向上輸入最佳旋轉角就好了,這邊要請記得每台機器的最佳旋轉角都不同喔。輸入後請記得不要再去旋轉第二個的角度,如果我轉了X軸再去轉Y軸會導致相對於LCD平面的最佳旋轉角會跑掉。但記得Z軸也最好不要,除了45度以外,這個原因我後面會提到。(還記得最佳旋轉角的公式嗎? 這裡提醒一下)

當切片完成之後,我們可以把最後切片出來的.ctb檔案打開,看一下由方塊狀組成的列印檔案是不是有跳格的現象產生,如下圖我們可以發現,在我設定的最佳旋轉角度下每一個像素格之間的移動僅為一格,所以這樣會有最不明顯的跳格效應,也會讓整個表面看起來更平整光滑。(我把模型縮小為25%,目的是為了讓像素格更容易彰顯出來)

而關於在上面我提到,旋轉一次最佳旋轉角之後就不要轉第二次,那是因為相對於LCD的角度在第二次輸入後會跑掉。然而一定會有人想問,轉Z軸的話對LCD的相對旋轉角不會改變阿,那為什麼不行? 又為什麼45度可以?

上圖是我將架好支撐的模型複製3份,並分別對於Z軸旋轉45度、10度與原始沒旋轉的0度,同時擷取其中一層的切面來看。
從圖中搭配上前面畫的小畫家直線比較圖來說,當0度時因為相對於LCD的像素格是沒有移動的,所以自然不會有格紋產生,而45度時雖然有格紋,但因為它的移動間隔僅一格而已所以影響不明顯,而在10度的部分就可以看到幾格後一個跳格的情形產生(因此方塊間對角連線被拉長,造成視覺明顯)。LCD像素格是正方形的,所以在0、45及90等45度倍數的角度旋轉都算可以接受的。
透過以上內容,我們可以知道當列印單一大平面時,需要將其旋轉到相對於LCD平面的最佳旋轉角,然後避免對Z軸旋轉而導致額外的階梯紋產生。然而以上的做法雖然有效,也可以大幅解決表面階梯紋的問題,但此時又有兩個問題出現:
- 鮮少平面會旋轉一次就架支撐,因為這會牽涉到每一層皆為最小面積(這我後續寫的文章中會解釋)
- 若遇到90度方塊狀的物件怎麼辦? 讓一個平面漂亮那不就得捨棄另外一個平面? 這我一樣會在後續進行探討。
最後我列出了一張表,能夠速查您機器在不同層高下的最佳旋轉角(有錯還煩請告知)。