
在積層製造的技術中,爬坡紋或階梯紋(Stair-case effect)是相當常見的問題,尤其是當在Z軸方向的圖形變化率很大時,就會有這樣的現象產生。這個問題在圓頂封頂的時候常常可以見到,當然這個問題在FDM已經可以透過可變層高(variable layer height)來改善。然而在DLP的光固化印表機中,又多了一個問題點出現,那就是像素紋的問題。

以SLA形式的光固化印表機(如Formlabs風雷系列機種),本質上比較類似於FDM,透過極細小的雷射光點去掃描,所以並不會有XY軸的像素紋的問題。然而DLP形式的光固化印表機(Phrozen目前的機型皆是如此),又多了一項需要考慮的問題,那就是像素紋(關於DLP形式的印表機可以參考我寫的這篇文章LCD光固化印表機的解析度介紹)。DLP形式的印表機本質就是一塊LCD面板,那除了爬坡紋之外還會有所謂的像素紋產生(其實嚴格來說兩者成因類似),但問題是這是甚麼意思?
不知道大家有沒有玩過當個創世神(Minecraft)這款遊戲,它是利用許多3D方塊去建構出各式各樣的世界樣貌,因此當使用大量3D方塊去建構出弧形、圓球形的時候,就會有很明顯的紋路產生(相同體積的狀況下,當然越大量的方塊外觀就會越細緻)。而DLP形式的印表機不僅在Z軸上,同時在XY軸上也會有這樣的現象產生,這起因於LCD光固化成型本質上是利用面板作為遮罩,進行選擇性曝光成型,因此我們可以理解每一像素(pixel)就像是一個方塊一樣,只是透過極細緻的方塊去建構出3D列印的模型。(如果不理解SLA跟DLP的差異,可以參考這篇文章3D列印技術比較:SLA與DLP)
因此每一個構成的方塊大小在DLP形式的光固化中我們可以表示為
X:像素;Y:像素;Z:層高
如下圖所示,該圖片是我把一個圓球丟進去赤兔(CHITUBOX)進行切片後的結果,我們可以看到很明顯地就像是用一個一個方塊所構成的圓球。但問題是,像素紋會對我們的實際作品產生什麼影響嗎?

可別小看像素紋的影響,如果沒有影響的話那光固化的機器商也不會一直推進螢幕的像素密度,以下面兩張圖來說,這是我要列印槍枝微縮模型的防彈檔板,第一張是檔板相對於LCD水平面偏轉87度的列印件(已經很接近垂直),第二張則是偏轉43.88度的檔板(這什麼奇怪數字? 我等等會解釋)。可以看的出來,在第二張圖的檔板平面很明顯的平滑、光亮許多,也看不到明顯的階梯紋路產生,而以上的差異只有列印角度的差別,其它參數都是固定的。


在3D Printing Flat Surfaces On A SLA 3D Printer這篇文章中,探討到該如何列印出完美的平面,裡面有寫到一個公式,可以讓我們在擺放列印件的過程中取得最佳角度,使得微觀下方塊與方塊之間的尖端間距達到最小,如此一來會有更細緻的表面。這個公式是這樣的,你可以把自己機器的像素寬度與層高複製到Google上搜尋,會自動帶出最佳角度的結果。
arctan(Layer Height/Pixel Width) in degrees
舉例我使用的機器是Phrozen mighty 4k來說,並使用0.05mm的層高進行列印,其LCD的像素寬度是52um(可以在官網的產品規格中查到),進行計算後可以得到arctan(0.050 / 0.052) in degrees = 43.8766973 degrees,這就是要取得最佳平面的最佳旋轉角。

在How to Angle your Resin Print for the Smoothest Surface Possible.這則影片中,則使用很棒的圖示與實驗讓我們看到旋轉角對於平面的效果,而為此我也做了一個簡單的實驗來表示這個問題以及成果。下圖是我為了測試不同角度對於表面平滑的影響,由左至右角度分別為90、87、60、45、43.88、30、15、3以及0度,紅星標誌就是最佳旋轉角(43.88度)。如下圖所示,可以發現幾乎每一個角度都有些許的階梯紋產生,而紅星處的角度幾乎看不到階梯紋的產生。

透過微距我們可以看到,因為45度並非最佳旋轉角的關係,仍然會有間隔狀的階梯紋產生。而43.88度的表面則是相當的細緻完美。在網路上常常會看到所謂的45度法則,可以在赤兔官方的教學文章中看到如何優化模型擺放提升表面品質?發現到為什麼大部分的文章都會這樣講,要不就是45度、30度等等的角度。
舉例有些文章的結論說到實驗最好的擺放角度是將模型呈30°擺放以及通常情況下,45°擺放列印出來效果應該相對較佳這兩句話,其實並不全然正確,真正的最佳旋轉角應該要視您列印機器的像素寬度以及列印層高所設定。(況且我覺得它文章中有列印失敗的問題,還拿來做實驗結論或許有失公允....)。

知道了最佳旋轉角之後,以後在列印平面的東西時就比較知道該旋轉幾度擺放,以達到最佳的表面品質與光滑度,在Make beautiful 3D prints: understanding the layer thickness這篇文章中有說到。
This paradox is due to the fact that on a very gradual slope, the layers are much more visible. This is because there is greater spacing between one layer to the next.
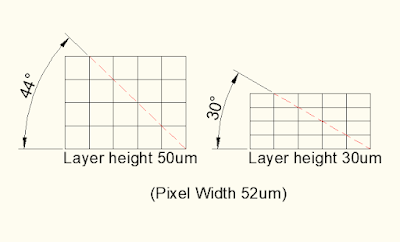
在上面那句話中我的理解是,當列印時組成的"方塊"之間的尖端間距更長,其紋路會更加明顯(文章讀到這裡應該能理解方塊的意思了吧?)。因此我們要做的就是使模型列印時,組成的方塊尖端間隔之間的距離最小(不要有一長段平面又一個斷差這樣),因此我們需要的就是最佳旋轉角。如下圖所示,在最佳旋轉角的情況下,因為其平面連線剛好沿著像素與層高的方塊尖端切齊(紅色虛線),因此會使得列印出來的紋路最不明顯。從下圖我們也可以看的出來同樣的像素寬度,在不同的列印層高底下就會有不同的最佳旋轉角,這都可以透過公式計算。
在過去所謂的45度法則、最佳擺放角度等等多半是依照經驗談,而讀過這幾篇文章以及進行實驗之後更能讓我了解怎麼樣讓印出來的平面有最佳的表面,我們常常都會印到方塊、地台、平板等物件,掌握這個原則讓最大、需要彰顯出來的平面在最佳旋轉角上,如此一來我們就能得到最佳的結果。(當然除了平行或垂直列印例外)
因此我們也能了解,廠商不斷的追求更小的像素寬度(如8k),以及用更小的層高列印就是為了降低方塊尖端之間的連線,以達到最佳的表面細緻度。
而關於影響到列印表面品質的成因還是有很多,例如光源平行度、強度、樹脂品質或機器穩定性等,但我覺得這個單平面旋轉的階梯紋問題是相當常發生的。關於此階梯紋還有許多細節可以探討,我會繼續進行研究。當然也有人跟我反映說,實際上很少會有這種大平面的光固化列印,這個做法有點不符合實際。關於這點確實沒錯,畢竟模型類的東西很少會有這麼完美的大平面,不過就當作是一個經驗分享嘍。
延伸閱讀:
沒有留言:
張貼留言